Ремонт головки блока дизельного двигателя
Направляющие клапанов
♦ Очистите направляющие клапанов тряпкой, пропитанной чистым керосином. Затем установите клапана в те же направляющие в которых они ранее находились (согласно ранее нанесенным меткам).
♦ Закрепите к головке блока автомобиля Фольксваген Т4 индикатор с соответствующей подставкой (см. рис. 188). Выдвиньте клапан из направляющей так чтобы торец стержня клапана сравнялся с концом направляющей и к боковой поверхности тарелки клапана приставьте наконечник индикатора.
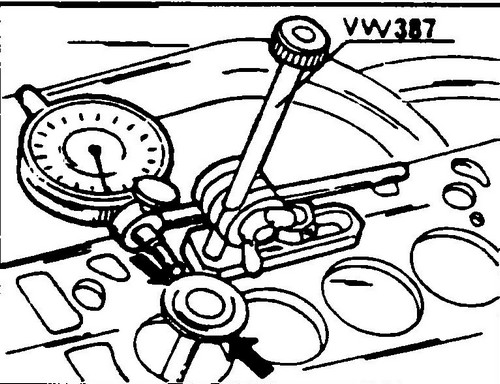
Рис. 188 Проверка износа направляющей и стержня клапана
♦ Покачайте тарелку клапана в одну и в другую сторону в направлении, показанном на рис. 188 и снимите показания индикатора. Если люфт больше 1,3 мм, клапан или клапан и направляющую необходимо заменить.
Перед тем как приступить к замене направляющих необходимо проверить общее состояние головки блока. Головка блока с небольшими трещинами между седлами клапанов может в дальнейшем использоваться после шлифовки при условии, что трещины не шире 0,5 мм.
Перед тем как установить новую направляющую, необходимо удалить старую. Если направляющая установлена еще на заводе-изготовителе, ее нужно вытолкнуть при помощи соответствующего стержня со стороны распредвала. Если же направляющая ранее заменялась, ее можно вытолкнуть только со стороны камеры сгорания, так как направляющие, изготовленные как запасные части имеют упорный фланец. Для облегчения установки головку блока можно подогреть. Стержень для установки и снятия направляющих должен иметь на конце шейку (с диаметром, равным диаметру отверстия направляющей), которая вводится в направляющую (специальный инструмент с номером 10 - 206). На рис. 189 показан стержень осаженный в головке блока.

Рис. 189 Установка направляющей клапана
Если Вы меняете направляющие, то необходимо также заменить соответствующие клапана, которые затем надо будет притереть к седлам. Новые направляющие смажьте и устанавливайте в холодную головку со стороны распредвала, пока буртик направляющей не упрется в поверхность головки блока (только направляющие поставляемые как запасные части имеют бурт). После этого не следует увеличивать силу давления, так как можно срезать буртик направляющей.
После установки направляющую необходимо развернуть в размер. Для этого надо использовать специальную развертку 10 - 215. При отсутствии такой развертки можно воспользоваться простой разверткой соответствующего диаметра. Направляющие выпускных и впускных клапанов разворачиваются в один и тот же размер 8,0 мм. Развертку надо хорошо смазать моторным маслом. После замены и обработки направляющих прошлифуйте седла клапанов для обеспечения взаимного положения направляющей и седла.
Размеры необходимые для обработки седел клапанов показаны на рис. 190. Проверьте все седла клапанов, нет ли на них следов износа или раковин. Небольшие следы износа можно удалить фрезой с углом 45º. Если рабочие фаски сильно изношены, седла клапанов необходимо снова фрезеровать.
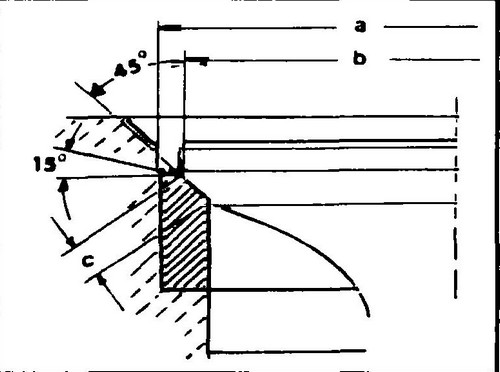
Рис. 190 Геометрия седла клапана
а - диаметр седла клапана, в – диаметр рабочей фаски седла клапана, с – ширина рабочей фаски седла клапана
Определение ремонтных размеров
♦ Введите клапан в направляющую и сильно прижмите его к седлу.
♦ Измерьте расстояние «А». Это расстояние от торца клапана до верхнего края головки.
♦ Рассчитайте максимально допустимый припуск на фрезерование, вычитая из величины «А» минимально допустимое расстояние, которое составляет 35,8 мм для выпускных клапанов и 36,1 мм для впускных клапанов. Этот полученный припуск должен быть выдержан во время проведения нижеописанных операций - седла клапанов следует обработать, сохраняя такую ширину рабочей фаски («С» рис. 190), какая приведена в таблице 1. Для уменьшения ширины рабочей фаски верхние поверхности седел надо обработать фрезой с углом 15º Показанные на рис. 190 размеры одинаковы в обоих дизельных двигателях.
Вышеуказанные размеры обязательны, так как они предохраняют от слишком глубокого утопания клапанов в головку блока, что меняет рабочее усилие возвратных пружин и режим работы клапана.
♦ После фрезерования седел клапанов, притрите клапана и седла.
Клапаны
Измерьте размеры клапанов и сравните их с данными, содержащимися в таблице 1.
Клапаны не имеющие требуемых размеров необходимо заменить. Если изношены торцы клапанов, их можно зашлифовать, при условии, что при этом будет сниматься слой не более 0,5 мм.
Рабочую фаску тарелки впускных клапанов можно обработать на шлифовальном станке. Размер «в», не должен быть меньше 0,5 мм. Шлифование выпускных клапанов недопустимо. Их можно только притирать или заменять.
Головка блока
Посадочная поверхность головки блока проверяется так же как и в бензиновом двигателе.
Максимально допустимое искривление составляет 0,1 мм для четырехцилиндрового и 0,2 мм для пятицилиндрового двигателя. Если зазор между линейкой и поверхностью головки в каком-то месте превышает указанную величину, головку блока необходимо заменить.
Распредвал
Если измеренная величина больше 0,1 мм, вал считается погнутым и должен быть заменен. Радиальный зазор подшипников вала измеряется так же, как и в бензиновом двигателе. Это же относится и к измерению осевого зазора распредвала. Закрепите индикатор на торцевой поверхности головки. В пятицилиндровом двигателе датчик можно закрепить также с другой стороны. Подвигайте вал в одну и другую стороны до упора и снимите показания индикатора. Зазор не должен превышать 0,15 мм. В противном случае опорная поверхность крышки подшипника является изношенной.
При езде в автомобиле всегда приятно послушать душевную музыку - например, песни Михаила Круга. Мощный двигатель VR6.