Ремонт головки блоку дизельного двигуна
Напрямні клапанів
♦ Очистіть напрямні клапанів ганчіркою, просоченою чистою гасом.
Потім встановіть клапани в ті ж напрямні, в яких вони раніше знаходилися (згідно з раніше нанесеними мітками). індикатор з відповідною підставкою до головки блоку автомобіля Volkswagen T4 Висуньте клапан з напрямної так, щоб торець стрижня клапана зрівнявся з кінцем напрямної та до бічної поверхні тарілки клапана приставте наконечник індикатора.
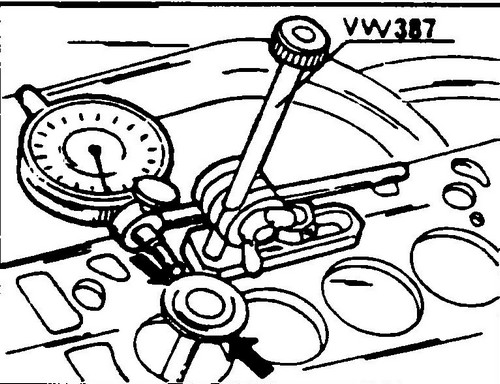
Мал. 188 Перевірка зносу напрямної та стрижня клапана
♦ Похитайте тарілку клапана в один і в інший бік у напрямку, показаному на рис.
188 та зніміть індикатор. Якщо люфт більше 1,3 мм, клапан або клапан та напрямну необхідно замінити. Перед тим як розпочати заміну напрямних необхідно перевірити загальний стан головки блоку.
Головка блоку з невеликими тріщинами між сідлами клапанів може надалі використовуватися після шліфування за умови, що тріщини не ширші за 0,5 мм. Перед тим, як встановити нову напрямну, необхідно видалити стару. Якщо напрямна встановлена ще на заводі-виробнику, її потрібно виштовхнути за допомогою відповідного стрижня з боку розподільного валу. Якщо направляюча раніше замінювалася, її можна виштовхнути тільки з боку камери згоряння, оскільки напрямні, виготовлені як запасні частини, мають упорний фланець. Для полегшення встановлення головку блоку можна підігріти. Стрижень для встановлення та зняття напрямних повинен мати на кінці шийку (з діаметром, рівним діаметру отвору напрямної), яка вводиться в напрямну (спеціальний інструмент з номером 10 - 206). На рис. 189 показаний стрижень обложений головці блоку.

Мал. 189 Установка напрямної клапана
Якщо Ви змінюєте напрямні, необхідно також замінити відповідні клапани, які потім треба буде притерти до сідл.
Нові напрямні змастіть і встановлюйте в холодну головку з боку розподільного валу, поки буртик напрямної не упреться в поверхню головки блоку (тільки напрямні, що поставляються як запасні частини, мають бурт). Після цього не слід збільшувати силу тиску, тому що можна зрізати буртик напрямної. Після встановлення напрямну необхідно розгорнути у розмір.
Для цього треба використовувати спеціальну розгортку 10 – 215. За відсутності такої розгортки можна скористатися простою розгорткою відповідного діаметра. Напрямні випускних та впускних клапанів розгортаються в один і той самий розмір 8,0 мм. Розгортку треба добре змастити моторною олією. Після заміни та обробки напрямних прошліфуйте сідла клапанів для забезпечення взаємного положення напрямної та сідла. Розміри необхідні обробки сідел клапанів показані на рис. 190. Перевірте всі сідла клапанів, чи немає на них слідів зношування або раковин. Невеликі сліди зношування можна видалити фрезою з кутом 45º. Якщо робочі фаски сильно зношені, сідла клапанів потрібно знову фрезерувати.
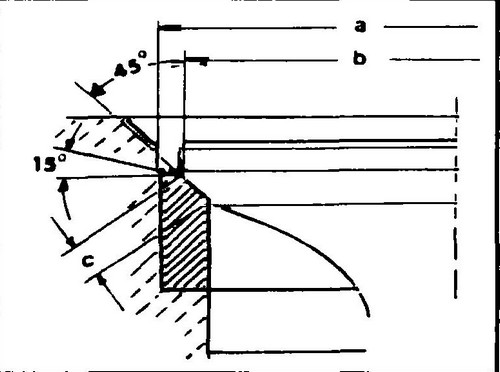
Мал.
190 Геометрія сідла клапана а - діаметр сідла клапана, в - діаметр робочої фаски сідла клапана, с - ширина робочої фаски сідла клапана
Визначення ремонтних розмірів
♦ Введіть клапан у напрямну та притисніть його до сідла.
♦ Виміряйте відстань «А».
Це відстань від торця клапана до верхнього краю головки. ♦ Розрахуйте максимально допустимий припуск на фрезерування, віднімаючи з величини «А» мінімально допустиму відстань, яка становить 35,8 мм для випускних клапанів та 36,1 мм для впускних клапанів.
Цей отриманий припуск повинен бути витриманий під час проведення нижчеописаних операцій - сідла клапанів слід обробити, зберігаючи таку ширину робочої фаски («С» мал. 190), яка наведена в таблиці 1. Для зменшення ширини робочої фаски верхні поверхні сідел треба обробити фрезою з кутом 15º Показані на рис. 190 розміри однакові в обох дизельних двигунах. Вищевказані розміри обов'язкові, оскільки вони оберігають від надто глибокого потопання клапанів у головку блоку, що змінює робоче зусилля зворотних пружин та режим роботи клапана.
♦ Після фрезерування сідел клапанів, притріть клапани та сідла.
Клапани
Виміряйте розміри клапанів і порівняйте їх з даними, що містяться в таблиці 1.
Клапани, що не мають необхідних розмірів, необхідно замінити.
Якщо зношені торці клапанів, їх можна зашліфувати за умови, що при цьому зніматиметься шар не більше 0,5 мм. Робочу фаску тарілки впускних клапанів можна обробити на шліфувальному верстаті.
Розмір "в", не повинен бути менше 0,5 мм. Шліфування випускних клапанів є неприпустимим. Їх можна лише притирати чи замінювати. Головка блоку
Посадкова поверхня головки блоку перевіряється так само, як і в бензиновому двигуні.
Максимально допустиме викривлення становить 0,1 мм для чотирициліндрового та 0,2 мм для п'ятициліндрового двигуна.
Якщо зазор між лінійкою та поверхнею головки у якомусь місці перевищує вказану величину, головку блоку необхідно замінити. виміряна
величина більше 0,1 мм, вал вважається погнутим і повинен бути замінений. Радіальний проміжок підшипників валу вимірюється так само, як і в бензиновому двигуні. Це саме стосується і вимірювання осьового зазору распредвала. Закріпіть індикатор на торцевій поверхні головки. У п'ятициліндровому двигуні датчик можна закріпити з іншого боку. Посуньте вал в одну та іншу сторони до упору та зніміть показання індикатора. Зазор не повинен перевищувати 0,15 мм. В іншому випадку опорна поверхня кришки підшипника є зношеною.
При їзді в автомобілі завжди приємно послухати душевну музику – наприклад, пісні Михайла Круга . Потужний двигун VR6 .