Капітальний ремонт головки блоку циліндрів VR6
Пружини клапанів
Гранично допустимі зазори двигунів 2.0 і 2.8 однакові.
Якщо Ви збираєтеся шліфувати головку блоку циліндрів Volkswagen Т4 , то розмір «а» (див. рис. 152) повинен становити не менше 139.50 мм. Номінальний розмір складає 140±0.1 мм. Щоб замінити напрямну, потрібно за допомогою оправки вибити стару напрямну клапана з боку розподільного валу, як це показано на рис. 153. Нова напрямна клапана запресовується з цього боку. Головку блоку циліндрів можна нагріти для полегшення ремонту.

Мал. 153 Демонтаж напрямної клапана
Якщо Ви замінили напрямні клапанів, необхідно замінити клапани і притерти клапани до сідл.
♦ Змастіть нові напрямні моторним маслом і запресуйте їх з боку розподільного валу в холодну головку блоку циліндрів до упору буртика направляючої в головку блоку циліндрів.
Після запресування напрямні клапанів слід розгорнути за допомогою спеціальної розгортки 3120. Ця розгортка автоматично забезпечує діаметр 7.0 мм з урахуванням допуску (у плюс) для штоків клапанів.
Якщо у Вас немає такої розгортки, можна використовувати регульовану розгортку. Розгортайте діаметри в 7.0 мм напрямні як впускних, так і випускних клапанів. Після обробки отворів необхідно додатково обробити сідла клапанів. Сідла клапанів
Якщо зносилися підшипники розподільних валів, то найкраще замінити головку блоку циліндрів у зборі.
При цьому відпадає необхідність у довідкових процедурах. В інших випадках необхідно перевірити та коригувати робочі фаски сідел клапанів: ♦ Перевірте стан та ступінь зношування сідел клапанів. Невеликі сліди зношування можна прибрати за допомогою фрези на 45º. Якщо ж сідла клапанів пошкоджені дуже сильно, їх необхідно переточити. Кути, які необхідно одержати при фрезеруванні, показані на рис. 154 і 155. Слід пам'ятати про те, що діаметр робочої фаски сідел впускних та випускних клапанів різняться.
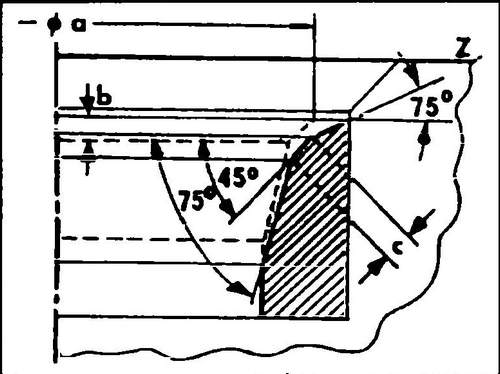
Мал.
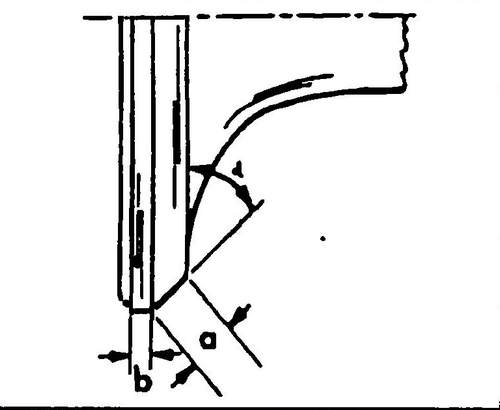
154 Геометрія сідла впускних клапанів: - діаметр сідла клапанів, в - максимально допустимий припуск на обробку, - ширина робочої фаски сідла клапана, Z - нижній край головки блоку
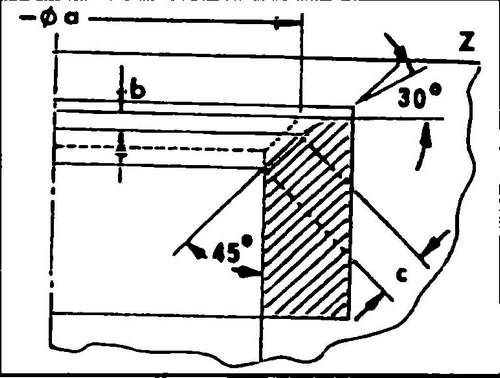
Мал.
155 Геометрія сідла випускних клапанів: а - діаметр сідла клапанів, - максимально допустимий припуск на обробку, з - ширина сідла клапана, Z - нижній край головки блоку
Необхідно виконати такі вимірювання, щоб визначити розмір «в» можливої обробки:
♦ Вставте клапан у його напрямну та щільно притисніть до сідла.
♦ Виміряйте відстань між посадковою поверхнею клапанної кришки та торцем клапана (див. мал. 156).
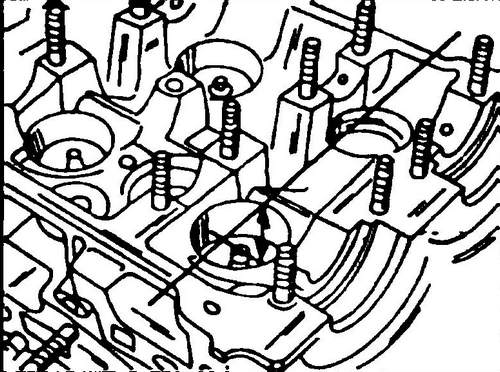
Рис. 156 Вимірювання глибини розташування клапана
♦ Розрахуйте максимально допустимий припуск на обробку (виходячи з результату вимірювань та мінімально допустимої величини).
Для впускних клапанів цей розмір становить 33.9 мм, для випускних – 34.1 мм. Якщо з отриманого результату вимірів відняти мінімально допустиму відстань, то отримаємо максимально допустимий припуск «в» (див. рис. 154 та 155). Його необхідно враховувати, робіть наступним чином: Сідла клапанів потрібно фрезерувати після заміни напрямних клапанів:
♦ Насамперед, необхідно виконати кут 45º, а потім за допомогою фрези 30º злегка обробіть верхній край сідла, щоб зменшити ширину робочої фаски до 1.7 мм для впускних клапанів та 2.0 мм для випускних клапанів.
Глибина розташування клапанів під час обробки сідла збільшується.
При фрезеруванні необхідно стежити, щоб не порушувався гранично допустимий розмір цього утоплення. Щоб уникнути надмірного заглиблення клапана в головку блоку, необхідно проводити описані вище виміри (інакше змінюється режим роботи клапанних пружин). Сідла клапанів після фрезерування необхідно притерти.
Притирання клапанів докладно описано у розділі. Клапани
Дрібні дефекти робочої фаски тарілки клапанів під час ремонту головки блоку циліндрів Фольксваген Т4 можна усунути під час притирання.
♦ Виміряйте клапани згідно з рис. 157, замініть усі клапани, які не відповідають гранично допустимим значенням.
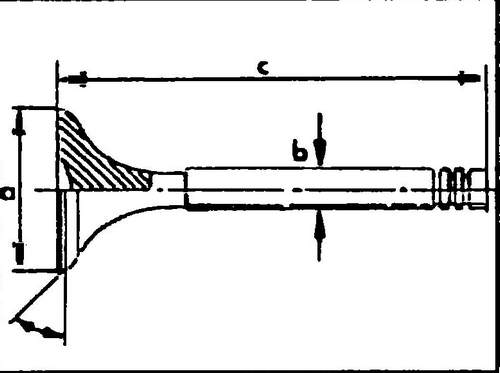
Мал.
157 Основні розміри клапанів а - діаметр тарілки клапана, - діаметр штока клапана, с - довжина клапана
Якщо виявлено зношування торців штоків клапанів, їх можна підрізати на верстаті за умови, що знімається шар не більше 0.50 мм.
Тарілки впускних клапанів можна шліфувати за допомогою спеціального верстата за умови, що розмір "в" (див. рис. 158) не менше 0.5 мм. Обробка випускних клапанів заборонена, т.к. вони мають спеціальну конструкцію (з натрієвим наповнювачем). Дрібні пошкодження можна усунути притиранням. Для утилізації такі клапани необхідно здавати на СТО VW. У жодному разі їх не можна просто викидати, як крайній захід (не найбезпечніший) потрібно пропилити шток і кинути клапан у бочку з водою.
Мал. 158 Геометрія робочої фаски клапана
Головка блоку циліндрів
♦ Ретельно очистіть посадкові поверхні головки та блоку циліндрів Фольксваген Т4 під час ремонту, перевірте короблення цих поверхонь.
Процедуру перевірки докладно описано у розділі. Якщо жолоблення перевищує 0.10 мм, то головку блоку циліндрів слід прошліфувати на відповідному верстаті. Якщо більше, головку блоку слід замінити. Распредвал
Розподвал призначений кожен для відповідного ряду циліндрів, т.к.
мають схожу, але різну конструкцію (привід розподільника). За номером Ви можете визначити, для якого ряду циліндрів який вал призначений: Вал для ряду циліндрів 1,3 і 5.....021109101М
Вал для ряду циліндрів 2,4 і 6......
021109102А перш ніж знову встановлювати в двигун знятий розподільний вал.
♦ Перевірте биття на середній шийці валу, як описано в розділі.
Якщо биття перевищує 0.01 мм на один повний оборот, то розподільний вал необхідно замінити, оскільки вали не підлягають рихтуванню. ♦ Потім візуально перевірте стан шийок підшипників та вал на відсутність видимих дефектів.
Пошкоджені, а також з явними слідами зношування замінили вали. ♦ Виміряйте осьовий зазор кожного валу, як описано в розділі. Зазор повинен перевищувати 0.15 мм. В іншому випадку зношені наполегливі поверхні кришки підшипника.
Правильна заміна ременя ГРМ Фольксваген Т4 . Двигун Фольксваген Т4 .